HekimBoard
Fibercement Levha
Ürün Grupları
HekimBoard Ürün Grupları





 Fibercement, genel olarak lif (elyaf) takviyeli çimentodan mamül ürünleri tanımlayan ve hemen hemen tüm dünya ülkeleri tarafından ortak kullanılan bir terimdir. Bu levhaların ortak özelliği yapılarında takviye elemanı olarak organik veya inorganik (ya da her ikisi birden) bir lif bulundurması, bağlayıcı eleman olarak da mutlaka çimento kullanılmasıdır.
Fibercement, genel olarak lif (elyaf) takviyeli çimentodan mamül ürünleri tanımlayan ve hemen hemen tüm dünya ülkeleri tarafından ortak kullanılan bir terimdir. Bu levhaların ortak özelliği yapılarında takviye elemanı olarak organik veya inorganik (ya da her ikisi birden) bir lif bulundurması, bağlayıcı eleman olarak da mutlaka çimento kullanılmasıdır.
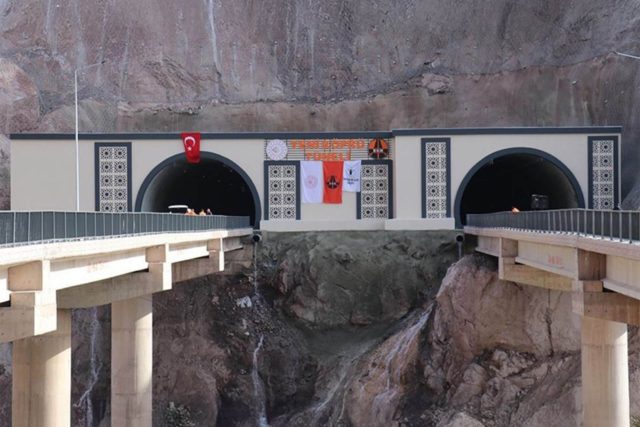
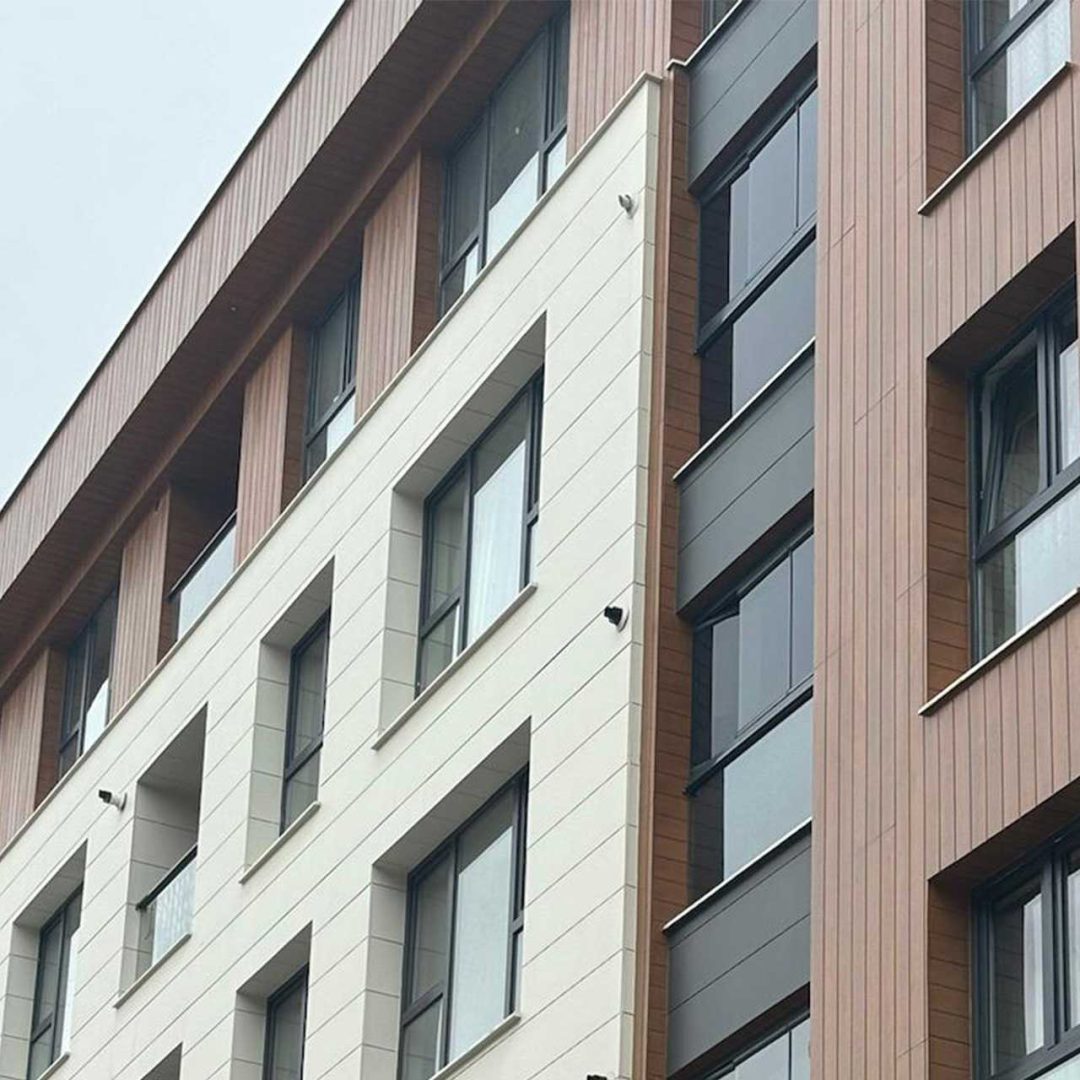
Her türlü yapının iç ve dış cephe kaplamalarında kullanılabilen büyük ebatlı levhalar HEKİMBOARD markası ile üretilmektedir. 1250 mm standart ene sahip olan levhalar 2500 mm ve 3000 mm olmak üzere iki farklı boyda üretilebilmektedir. Standart en ve boyların haricinde ara ölçülerde üretim mümkündür. Levhaların kullanım yerine (iç veya dış mekan uygulamaları) ve yüzey görünümüne göre farklı çeşitleri bulunmaktadır.
Kullanım yerine göre iç ve dış olmak üzere iki kategoriye ayrılan levhalar farklı yüzey görünümlerinde de üretilmektedir. Dış levhalar atmosfer şartlarına doğrudan maruz kalacak şekilde uygulanacak levhaları ifade etmektedir. Genel formülasyonları büyük oranda aynı olmakla birlikte bu levhaların ısıl uzama değerlerinin asgari seviyede kalması için bazı katkı maddeleri eklenmektedir. Bu kategoride üretilmekte olan levhalar TS EN 12467 standardında A kategori levhalar olarak adlandırılmaktadır.İç levhalar atmosfer şartlarına doğrudan maruz kalması beklenmeyen levhalar olarak tanımlanmaktadır. İlgili standartta C kategori levhalar olarak tanımlanan bu ürünler genel olarak yapıların iç cephe kaplamalarında, çatı kaplama malzemesi altında destek malzemesi olarak, ıslak hacimlerde seramik altı malzemesi olarak veya tavan kaplama levhaları olarak kullanılabilmektedir.
Üstün Özellikler
HekimBoard Üstün Özellikleri

Tamamen doğal maddelerden üretilmekte olup çevre, doğa ve insan dostudur.
İçerisinde asbest ve insan sağlığına zararlı hiçbir madde bulunmaz.

Yanmaz EN 13501-1′ e göre A1 sınıfı yanmaz yapı malzemesi, erimez, mevcut yangının sönmesine yardım eder.

Muhtemel bir yangın esnasında, insan ve çevreye zararlı herhangi bir gaz emisyonu bulunmaz.

Sudan etkilenmez, su emme oranı betonarme binalara oranla daha düşüktür, nemli iklimlerde güvenle kullanılabilir.
Yapısındaki hammaddeler ve otoklavlanmiş olması nedeniyle atmosfer sartlarına karşı çok dayaniıklıdır, ultraviyole ışınlarından etkilenmez.
Çürümez, uzun ömürlüdür, özel bakım gerektirmez.

İyi bir ses ve ısı yalıtım özelliğine sahiptir.

Zararlı hiçbir haşereden etkilenmez, haşere barındırmaz.

Her türlü alkali dirençli iç ve dış cephe boyası ile defalarca boyanabilir.

Ahşap desenli görünümleri ile binalara ahşabın socak görünümünü verir, fakat fiziksel özellikleri ahşaptan daha üstündür.
Uygun aletlerle kolayca işlenebilir, kolayca monte edilir.
Yapılarda ince sıva işçiligini kaldırdığından zaman ve işçilikten tasarruf sağlar.
Çarpma ve darbelere karşı dayanıklıdır.
Hafiftir, kolayca taşınabilir, 8 mm kalınlığındaki levhanın ağırlığı ortamın nemine göre değişmek üzere yaklaşık olarak 11,2 kg/m2’dir.

Kokusuzdur, hiçbir sekilde sağlığa zararlı gaz üretmez.
Hayvansal atıklara ve kimyasal maddelere karşı dayanıklıdır.
Donmaya karşı dayanıklıdır, en soğuk iklimlerde dahi güvenle kullanılabilir.

Benzer kaplama malzemelerinin kullanıldığı yerlerde çok daha güvenle kullanılır.

Muhtelif izolasyon malzemelerine çok iyi bağlanır, böylece farklı amaçlar için sandviç veya pres panel malzemesi olarak kullanılabilir.
Teknik Özellikler
HekimBoard Teknik Özellikleri
| Başlık | Değer |
|---|---|
| Ürün Tanımı: | Selüloz elyaf takviyeli çimento ve silikat esaslı otoklavlı levha |
| Ürün Tipi ve Kategorisi: | NT Tipi, A,B,C ve D Kategori |
| Yüzey Görünümü: | Düz / Desenli |
| Tolerans Seviyesi : | Seviye 1 |
| Standart Boyutlar: | 1250mm x 2500mm / 1250mm x 3000mm |
| Kalınlık: | Düz Levha: 6 ~ 20 mm / Desenli Levha: 8 ~ 12 mm |
| Boyut Toleransları: | Uzun Kenar(boy) ± 5 mm / Kısa Kenar(en) ± 3,75 mm |
| Kalınlık Toleransı (e: levha kalınlığı): | Düz Levha: ± %10 e / Desenli Levha: – %10e / +%15e |
| Köşelerde Dik Açıdan Sapma: | ± 2 mm/m |
| Kenarların Düzgünlüğü: | ± % 0,1 a ( a : kenar uzunluğu ) |
| Yoğunluk: | ~ 1350±50 kg/m3 |
| Buhar Difüzyon Direnç Sayısı: | μ ≤ 30 |
| Porozite (Gözeneklilik): | ~ % 30 |
| Eğilme Dayanımı ( Minimum ): | A Tipi (Sınıf 2): ≥7,0 N/mm2 / C Tipi (Sınıf 3): ≥10,0 N/mm2 ( Değerler en / boy dayanımlarının ortalamasını ifade eder) |
| Donma Mukavemeti: | TS EN 12467′ ye uygun olarak donmaya karşı dayanıklı |
| Su Geçirmezlik: | TS EN 12467′ ye uygun olarak su geçirmez |
| Aleve Dayanıklılık: | Yanmaz, EN 13501-1’e göre A1 sınıfı yapı malzemesi |
| Asbest Muhteviyatı: | Asbest içermez ( NT tipi levha ) |
| Diğer Zararlı Madde Emisyonu: | Hiçbir zararlı madde veya gaz emisyonu yoktur |
| Isı Uzama Katsayısı: | αt = 0,005 mm/mK |
| Isı İletim Katsayısı: | λ = 0,20 W/mK |
| Su Emme Oranı: | < % 30 |
| Stoktaki Levha Nem Oranı: | < %10 ( atmosfer nemine bağlı ) |
| Sudan Etkilenme (boyut değişimi): | 0,5 mm/m ( tam doygunlukta ) |
Kalite Belgeleri
HekimBoard Kalite Belgeleri

Laboratuvar Çalışmaları
HekimBoard Laboratuvar Çalışmaları
Üretim Esnasında Laboratuvar Sorumluları ve Kalite Kontrol Sorumlusu tarafından imalat makinesinden çıkan yaş levhaların sürekli en, boy, kalınlık ve yüzey düzgünlüğü kontrolleri takip edilerek TS EN 12467 standardına ve TS EN ISO 9001-2008 Kalite Yönetim Standardına uygun olarak üretim gerçekleştirilmektedir.

- Yaş Kuvars katı madde oranı tespiti
- Elek kaçakları bakiyesi
- Mal silindirinden sonraki levhanın nem oranı
- Shopper Regler değeri tespiti
- Turbomikser ve yaş atık Pulper KMO
- Filtre KMO
- Topaklaştırıcı ve köpük önleyici akış kontrolü
- Suyun PH değerleri analizi
- İletkenlik PH değerleri analizi